Aluminum weld characteristics
When buying a boat, they give you options and I always assumed aluminum is the way to go, but often a painted and galvanized trailer costs more and comes with boat/trailer packages.
Which is better and why?
Although your right, aluminum or galvanized is a better choice in buying a trailer that will go into the water, it doesn't mean it's your only choice.
Your initial question about which is better between the two, painted or galvanized, well, they both are made of the same metal. Galvanized is a paint kind of coating. It's molten zinc that the metal is dipped into at the foundry but can also be applied to as a cold spray or in attachable
anodes.
Zinc is also preferred in the salt water environment due to it's electrical attracting properties that causes galvanic corrsion between different metals, like between the bronze, aluminum and stainless material of a jet pump.
Like Dr. Honda said, aluminum welding is completely unlike welding steel. After spending some time as doing a venture in the late 90's as part owner of a fab shop, I can say that aluminum welders are artists. This was one of the hardest things I ever learned to do in my life. When I weld steel, using a MIG, I mostly used 40 wire with C25 as my shielding gas. With carbon steel, you don't have to be sandblasted clean. Just no oils etc. on it. If you use a fluxed core wire, you don't need the C25 gas. But, your weld has to be chipped and cleaned. Thats the pain. With the solid wire and C25, you can lay a continous line without stopping to chip and inspect, grind out and re-weld. You can see it as you move along. The purpose of the gas is simple, our ambient air, which contains "oxygen". Without that shielding gas, you'll globber and turn your metal black.
If you stick weld, most like to use the 7018 for it's nice weld. On clean steel, the flux will peel back and just fall off. But, if you got nasty metal to weld to, rusty or dirty... maybe a little paint on it, you'll probably want to use a 6011. That stick can burn through bout anything and still get you a bond.
Aluminum welding?????? A completly different story. Though, the MIG process is almost the same, there are differences. You should use argon as your shield. I have seen a few pros that can use the C25 but I'd switch to 100% argon. There are a few things in aluminum welding that can't be ignored. How clean your surface is, whether your inside or out. The heat setting due to the metal thickness and as always, wire speed. The reason I say inside or out is due to your gas flow meter settings. In carbon steel, you can flow more from the regulator without much affect to the end product. But, in welding aluminum, to much shielding gas will actually allow oxygen to be sucked in under the nozzle, like a venturi or votex type affect.
So,.......and to keep this thread from becoming one of my "books"... When going to do a trailer, I choose carbon steel trailers. Sometimes, I'll take in galvanized. The reason is pretty simple. You can protect the trailer yourself by coatings and maintenance.
First, Galvanized. If you get an old galvanized trailer you want that needs repair. Repair it like you would a regular carbon steel trailer, with one exception. Make sure you stay upwind of any smoke from welding or grinding since galvanized metal is more less nothing but carbon steel that has been hot dipped in zinc. The vapor/smoke from burning zinc is hazardous, so protect yourself if indoors or in direct contact with the smoke. Once you have your repairs made, you have to determine your coating to protect it. First, if the entire trailer is in bad shape and your going to do the whole thing, you will need to "pickle" it. Painting galvanized metal will peel unless you pickle it. You can do this by washing your metal down with vinegar. Once you wipe it well with vinegar (which should be after all your grinding and so forth is done), you can be ready to apply your coating.
If the Galvanized coating is still in good shape, you might think of touch up. In this case, only pickle the area your going to touch up. At almost any automotive shop or paint company, you can purchase spray on "cold galvanize" spray paint. I've used this and it works really well. If you have access to zinc paint, then it's even better. But, zinc paint usually comes as a powder and has to be mixed with a carrier liquid. Use the spray.
Aluminum?.... There is basically only one way to repair an aluminum trailer, which by far will outlast any trailer you could purchase, repair it by welding it the right way and make sure, you choose a welder very carefully. Many welders will say they can weld it, ..... but can they? Welders have pride, they can weld anything, or I learned, so we think. I'm still not that good at welding aluminum and actually, dont' really try anymore. I have a friend at a local fab shop that can do it for me, so why even bother.
If you had a weld seam break weld and you were limited, you can drill and bolt up a temp batch. I've done this but not with carbon. If you have to repair a break, use a piece of aluminum to do the repair. Why, it's just temp? Because carbon is harder than aluminum and with the vibrations, the carbon will eat away at the aluminum like a grinder till it weakens and breaks.
Sorry for the book but this was something I did for about 4 years and have some understanding on the basics of metallurgy.
I'm not a certified welder... but over the years, I have found, and learned a few things...
Using a pure noble gas (such as argon) or an stable gas like Helium, work the best on non-ferrous metals. (now out comes the Chemist and Physicist in my schooling) those gases offer NO reactivity, and on aluminum, that is very important. (FYI, aluminum metal does not exist in nature, so you don't want it to turn back into boxite or alumina)
Using CO2, or a CO2 mix is very good for steel since it has carbon in it. Producing steel from iron uses oxygen and carbon in a furnace. So, if you use a CO2 mix... when you get to the heat/energy need to melt the steel... you also have enough energy to disassociate the CO2. The carbon will re-bond with the steel, closing off any open bonds, and blocking the O2. Then, the Argon will shield that reaction. Because of that, using a mix gas will allow for deeper penetration, and a more stable arc. But, unless you are trying to do structure welding (like iron beams in a building) this becomes a moot point. (feed the wire faster, and add more heat) also... if you are using a home style, 100a MIG, then here again... it doesn't mater, since you won't be doing more than 1/2" think steel, and will need to double pass.
As I was saying before... on my MIG... I use flux core on steel, and on my TIG... I always just use 100% argon. But... it's a 180A machine, so I just push the throttle harder to get the heat needed. (for penetration)
I'm going to go look at the parts explosion, and get back to you on this one. :cheers:
:agree: totally here. You could use the C25 but for so many, it's just easier to ensure you got a good bond from the melding of the two metals. The argon has no carbon properties.
But, as I said in the previous response, outside the proper heat and speed setting, in my opinion, the next most important (and the determining fact of a good or bad weld) is the flow meter setting. Not enough, black soot and poor meld. Too much and you will create a vacuum under the nozzle and suck in oxygen.
To those who might have a little stick experience with carbon steel, you have the ability to understand but without actually doing it, it's like paiting a portrait, ...... You've got to practice a lot to get really good at it. The more experience a stick welder has, the more successful and faster they'll pick it up.:cheers:
I read the entire "book" and nothing mentioned about using 100% Ar with steel welding, pros or cons...

Pros and cons. Your wallet!.... That's about it.
There is no real difference between the two. If I could slight one of the other, the 100% argon would give you a better control. But, that same control would be achieved with the C25 if your an experienced welder.
With the 75% C02 and 25% argon, the cost is a lot lower. The object of the game, remove the oxygen from the welding area.
With aluminum, there is basically no choice, like Dr. Honda said, the cabon steel and carbon dioxide have some molecular properties that are the same, the element being carbon.
Boxite, the raw material of aluminum, which looks like red clay in the mining process, has no carbon qualities once it's formed.
I merged these couple comments together between me (seadoosnipe) and Scooper because it was about C25 and argon, not necessarily what to choose between aluminum or galvanized, but I thought the info was very informative.:cheers:



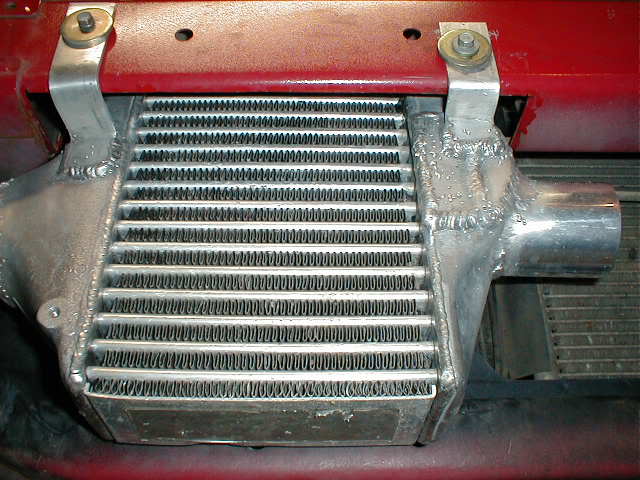
") ) As you can see... the welds are not as pretty as with a TIG... but they are totally functional. (the inlet/outlet, end housings, and brackets) This is the intercooler for that Honda I posted up a while ago.
) As you can see... the welds are not as pretty as with a TIG... but they are totally functional. (the inlet/outlet, end housings, and brackets) This is the intercooler for that Honda I posted up a while ago.